



Harmonic Filter for Energy Efficient Manufacturing
This Rolling Mill derived multitude betterments; solved waviness in sheet metal got rid of dc drive failures and achieved energy saving by installing harmonic filter. Waviness relates to widely placed variations in the surface texture a key quality parameter of the final sheet metal product. Mill operators reported reduced humming noise with the harmonic filtering, which was due to high-frequency harmonic currents. Harmonic reduction optimized rolling mill operation and facilitated the elimination of the coil defect, which used to cause waviness during the milling process more so with lower gauge copper sheets.
Harmonic Filter slashes energy cost and equipment footprint in rolling mill. It reduces harmonic that it generates at regeneration & improves Distortion PF. This Metal Factory in India manufactures coils, sheets and plates of copper and bronze for industrial application. It has 2nos Induction Furnaces that melt copper and zinc bar to produce copper and bronze slab. The slabs are then rolled in Hot Rolled Mill (HRM) to produce intermediary hot rolled copper and bronze coil. The coils are further rolled in the Cold Rolled Mill (CRM) to manufacture the final product of Copper and Bronze Coils of required thickness as per the client's specification. The factory has implemented an Energy Saving project by installing 2nos harmonic filter at the CRM dc drive during the year 2007.
The purpose of this performance test is to verify the real Energy Saving (in kWh tern) achieved through harmonic filtering. For that purpose It has installed 2nos 575 volts harmonic filter across its 12-pulse rolling mill DC Drives. However, as a matter of abundant caution, it is clarified that the actual energy savings ought to be seen through an installed and calibrated energy meter at the 11kV primary side of the 4.0MVA CRM transformer for a prolonged duration of time. The 4MVA transformer represents the sum total energy consumption for this rolling mill (CRM).
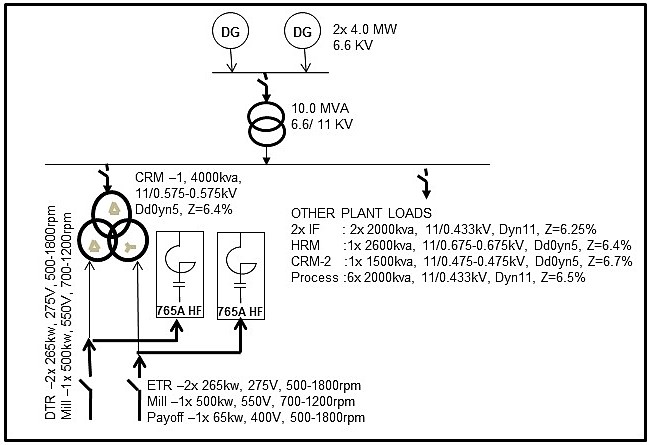
While enclosing the plant's brief Single Line Diagram (SLD), the Harmonic Filter project is done for the CRM-1 load, wherein 2nos harmonic Filters are connected, one each at 575v duel secondary of the Cold Finishing Mill (CRM) transformer of rated 4.0MVA, 11kV/ 0.575 -0.575kV. The rolling mill loads, in the forms of 6-pulse DC drives, and auxiliaries are connected near equally across each 575v secondary leg of the transformer, thereby giving a 12-pulse effect at the 11kV primary of the transformer.
Mill Drive Rating: 2nos 500kW, 550V, 700- 1200rpm.
ETR (Entry Tension Roll): 2nos 265kW, 275V, 500-1800rpm
DTR (Delivery Tension Roll): 2nos 265kW, 275V, 500-1800 rpm
Payoff Reel: 1no 65kW, 400V, 500- 1800rpm
Energy and Harmonic - Measuring Principle
The total power consumption of the rolling is measured at the 11kV primary of the 4MVA transformer through its 11kV / 110V Potential Transformer (PT) and 250/ 5A Current Transformer (CT).
A high quality and internationally renowned harmonic and power quality instrument of type PowerPro is used for the power and harmonic measurement.

The field wiring is done by using a standard 3P3W connection. It is called 2-Wattmeter method for three phase power and harmonic measurement. It's used extensively for high voltage measurement. In 3P3W method, the instrument's channel-1 (Ch -1) connects to Vry and Ir and Ch -2 to Vby and Ib. The phase-b is considered common. The Phase sequence is R -B -Y in anti-clock wise direction.
The 3P3W method typically have the following rotating phase angle sequence. We first set Vry as the base or at zero angle position and all other angles are measured with respect to this base zero angle. Vry will always be locked at zero degree and thus Vby would be at -60-deg angle position.
At Unity PF, i.e. zero-deg basic angle: Ir at 30-deg and Ib at -90-deg angle.
At 0.867pf, i.e. 30-deg basic angle: Ir at 60-deg and Ib at -60-deg angle.
At -0.867pf, i.e. -30-deg basic angle: Ir at 0-deg and Ib at -120-deg angle.
The Field CT/PT connections are crossed checked to ensure that the above phase angle integrity is maintained at all measurements and load conditions.
Power Measurement - Instrument used
The Power and harmonic measurements are carried out using a high quality 3phase power quality harmonic analyzer of type PowerPro of M/s Candura Instrument, Canada. It records at a sampling rate of 256-samples/ cycle and calculates RMS value of all power parameters at every cycle. It measures all steady state power parameters, power quality including individual phase and neutral harmonics up to 64th, THDi, THDv, Inrush current, waveform and voltage and current spikes with 65uS precision. Further details of the instrument could be obtained at Candura.
Performance Test - Methodology
In consultation with the client, it is decided to measure total kWh consumption for two identical sets of coil with similar rolling pattern. It was difficult to get exactly the same set of coils. After logging data for several coil sets, we got 4sets of such similar coils and measured the relevant power, energy, and harmonic parameters. The data recording is jointly verified along with client's engineer and is presented in this performance report. The relevant details of the recorded power, energy, harmonic and waveform including energy consumption (in kWh term) data are presented here.
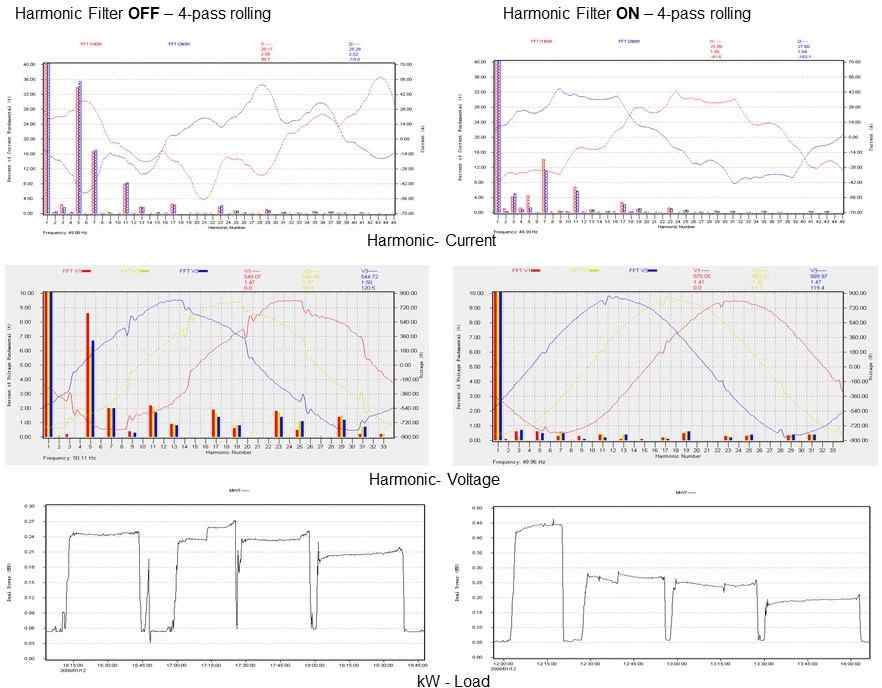
Harmonic Filter OFF - 4-pass rolling
Coil No K- 1012 cold rolled on12th Jan 2008 at 15.55 hrs.
Alloy 64/ 36
Initial size 0.400 x 405 mm
Final size 0.400 -0.240 -0.180 -0.135 -0.112, in 4-pass rolling
Output weight 5.33 Ton (2.1% lower sized)
Pass DTR - ETR - Kg & dc Amps Mill rpm and dc Amp Total kW & Amp (HV Meter) THDv LV THDi 11kV
One 1740kg, 216A- 1163kg, 218A 202, & 2x 129A 246 44.0A 10.2% 37%
Two 0999kg, 162A- 1001kg, 152A 301, & 2x 176A 230 32.0A (Ave) (Ave)
Three 0859kg, 108A- 0672kg, 159A 350, & 2x 160A 240 28.2A
Four 0222kg, 127A- 0249kg, 120A 356, & 2x 135A 202 25.0A
Total kWh consumed in 4-pass Operation = 524.97 kWh
Harmonic Filter ON - 4-pass rolling
Coil No K- 1014 cold rolled on 12th Jan 2008 at 11.50 hrs.
Alloy 64/ 36
Initial size 0.400x 405 mm
Final size 0.400 -0.230 -0.170 -0.130 -0.110, in 4-pass rolling
Output weight 5.40 Ton (2.1% higher sized)
Pass DTR - ETR - Kg & dc Amps Mill rpm and dc Amp Total kW & Amp (HV Meter) THDv LV THDi HV
One 1610kg, 190A- 1331kg, 268A 385, & 2x 290A 430 29.0A 1.1% 15%
Two 1203kg, 197A- 1351kg, 137A 302, & 2x 200A 245 26.4A (Ave.) (Ave.)
Three 1019kg, 105A- 1001kg, 190A 350, & 2x 178A 230 28.0A
Four 0857kg 170A- 0877kg, 111A 403, & 2x 107A 185 13.6A
Total kWh consumed in 4-pass Operation = 494.76 kWh
Energy Savings = (524.97 -494.76)/ 494.76 = 6.12%
Diff of Coil Size rolled = 2.10%
Net Energy Saving - 4-pass rolling = 8.2 %
.
Harmonic Filter OFF - 1pass rolling
Coil No. P -1032 cold rolled on 13th Jan 2008 at 16.52 hrs.
Alloy 70/ 30
Initial size 0.337x 317 mm
Final size 0.253, in 1-pass rolling
Output weight 4.00 Ton (2.25% lower sized)
Pass DTR - ETR - Kg & dc Amps Mill rpm and dc Amp Total kW & Amp (HV Meter) THDv LV THDi 11kV
One 1025kg, 205A- 1423kg, 130A 204, & 2x 100A 150 and 29.6A 10.2% 40.2%
(Ave.) (Ave.)
Total kWh consumed in this single pass Operation = 83.55 kWh
Harmonic Filter ON - 1-pass rolling
Coil No. P -1028 cold rolled on 13th Jan 2008 at 16.07 hrs.
Alloy 70/ 30
Initial size 0.337x 317 mm
Final size 0.253, in 1-pass rolling
Output weight 4.09 Ton (2.25% higher sized)
Pass DTR - ETR - Kg & dc Amps Mill rpm and dc Amp Total kW & Amp (HV Meter) THDv LV THDi 11kV
One 1100kg, 215A- 1414kg, 133A 190, & 2x 120A 140 and 26.0A 1.1% 17.2%
(Ave.) (Ave.)
Total kWh consumed in this single pass Operation = 79.05 kWh
Energy Savings = (83.55 -79.05)/ 79.05 = 5.7%
Difference of Coil Size rolled = 2. 25%
Net Energy Saving -1-pass rolling = 8 %
Harmonic Filter Benefits
In-addition, further energy saving would accrue at upstream due to reduction of voltage and current harmonics starting from 575volt transformer secondary to the utility power system.
The harmonic reduction has eliminated dc drive's electronic card failure problem. In-addition equipment nuisance tripping and electrical failures are also mitigated.
By restructuring the load-end voltage and current waveform back to its normal sinusoidal shape eliminates ripple from getting into the rolling mill's dc drive bus. It enhances product quality and plant personnel have instantly confirmed the same. While cold rolling thinner grade copper sheets, earlier, there were waviness. This defect has been corrected ever since the installation of the harmonic filters. It eliminates end-product quality-check rejection and increases plant profitability.
Earlier it was not possible to operate both HRM and CRM mills at the same time due to DG capacity limitation. By reducing harmonics, filter enhances DG capacity by 20 to 30% in harmonic rich electrical environment. It enabled the client to now operate both HRM and CRM mills together with the same utility footprint of 2nos 4MW 11kV DG Set.
Due to distortion power factor (PF) from excessive rolling mill harmonics, the PF could not be maintained earlier and capacitors used to fail. The harmonic filter has substantially improved the pf and saved substantial percentage of power demand in terms of MVA saving.